What is overall equipment effictiveness?
Overall Equipment Effectiveness (OEE), is one of the key indicators for companies. It provides an overview of the performance of production lines.
More specifically, it measures the occupancy of a production resource, such as the rate of operation of a machine. It is a percentage which, close to 100, represents fully operational equipment and close to 0, equipment that is not productive.
How to calculate overall equipment effictiveness?
There are various ways to calculate the OEE. Even if the different formulas are related, we will see in this article: the calculation of the OEE by the ratio of productivities, by the ratio of state times, by the number of parts produced and by the performance indicators.
- Calculation of the OEE by the ratio of productivities :
One of the most commonly used formulas is the following:
![]()
- Calculation of the OEE by the ratio of state times :
The OEE can also be viewed as a ratio of useful time to required time:
![]()
In this formula, the useful time is the number of hours of compliant production and the required time means the time the machine is available for production.
- Calculation of the OEE by the number of pieces produced :
The OEE can also be calculated by taking into account the number of parts produced. In this case we have :
![]()
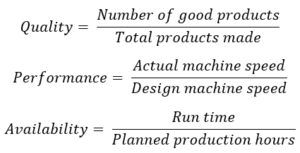
- Calculation of the OEE by performance indicators :
By breaking down this formula, it is possible to calculate the OEE by performance indicators and thus highlight production losses according to different categories:
![]()
In which we have :
Based on these calculations, areas for improvement can be considered.
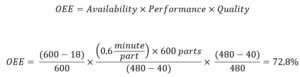
Example of overall equipment effectiveness
Let’s use an example of real production to calculate the OEE. A workshop works 8 hours a day, i.e. 480 minutes. On this day, the recorded machine opening is 440 minutes, due to the following production losses:
- A 20-minute serial change,
- A 15-minute breakdown,
- 5-minute adjustments.
The cycle time is 120 parts per hour, but the actual cycle time measurement gives a rate of 100 parts per day. The quantity produced is 600 parts per day, of which 18 are rejected, with 12 recoverable and 6 unrecoverable.
Therefore, we have :
How can the overall equipment effectiveness be improved?
When calculating the OEE, it is often wise to focus on the calculation by performance indicators. This is because productivity improvement is achieved by reducing OEE losses by acting on each of the three ratios mentioned in this formula: quality rate, performance rate and operational availability.
The nature of the losses in production affects, as we have seen in the example, one of the three ratios and therefore reduces the OEE. By sorting out these losses, we can identify the source of the waste and thus launch a relevant action plan, accompanied by appropriate visual management.
Losses contributing to the quality rate :
- Quality defects.
Losses involved in the performance rate:
- Micro-stops in production,
- Slowdowns and lost motion.
Losses contributing to operational availability :
- Breakdowns (known as functional downtime),
- Series or tool changes (called operational shutdowns),
- Parts or resource shortages (called induced stoppages).
Finally, the identification of losses thanks to the OEE indicators generally leads to the implementation of better performing and maintained production tools to limit stoppages, the elimination of bottlenecks, compliance with the planned rate and constant maintenance of quality, in order to increase productivity and place oneself in a continuous improvement process.
Written by Emma Guignard